1、滑差轴能解決分條後每一卷材料因厚薄及拉力不均所造成脫卷之現象。此差速轴为中心充气式,可配合电控变频器来调节气压大小以达到张力的自动变化,且每个单元的扭力非常平均,从而使分切的每卷成品张力也一致,解决了因材料厚度不均而造成的分切之难题。
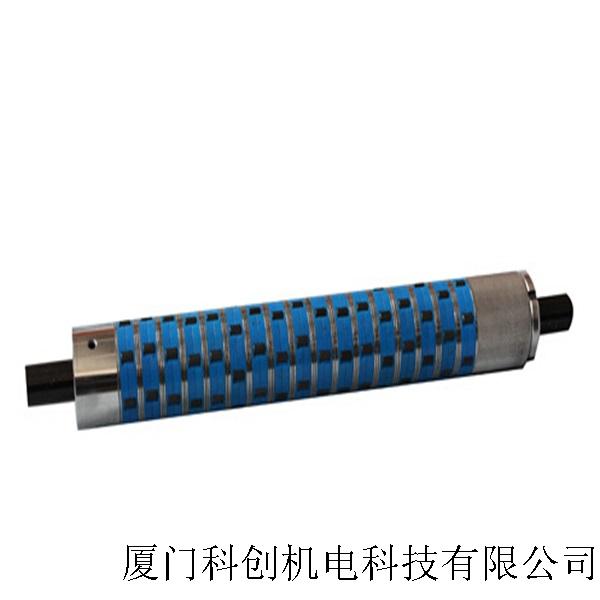
2、滑差轴,又称差速轴、摩擦轴,用作分切机的收卷和特殊放卷轴。滑差轴由轴芯和多组滑差环组成,各组滑差环独立打滑,扭矩受控于中心气压或侧面传递的压力,从而保证各条卷材从内到外恒张力、均匀、整齐地收卷。
3、滑差轴广泛用于塑料薄膜(包括电子、电容、电池隔膜,保鲜膜,包装,复合膜)金属箔(铜箔、铝箔等),相纸等特殊纸卷,PVC片卷料,不断延伸到其它领域,其它行业,其它特殊材料的分切收卷。
4、滑差轴分三种结构型式:中心气压滑差轴、机械侧压滑差轴、气动侧压滑差轴。
5、规格:按客户需求定做
机 械侧压滑差轴主要由芯轴及多个套在芯轴上滑差环组成。滑差环两端为摩擦材料,环与环之间装有金属隔环,靠端面压簧将滑差环紧贴在芯轴端面上,芯轴在电机 的驱动下旋转,在端面摩擦力作用下依次带动滑差环旋转,带动固定在滑环上的收料筒芯和料卷旋转,完成多卷收卷功能。为控制张力和摩擦生热,有直径检测装 置,使收料芯轴带动料卷表面的线速度比主机速度快5~10%的速度旋转,在滑差环的作用下,使材料以设定的张力值卷取在收料轴上。此种方法的收卷适用性较 气胀轴有了较大提高,适合于低速(200M/MIN),有一定厚度误差,卷数较少,张力适中的材料卷取。缺点是只能实现恒力矩控制,张力误差较大,不能适 应高速,多卷收卷时张力的一致性较差,最大的缺点在于在收卷的过程不能实现张力调整。
滑 差轴结构特殊,由多个滑差环组成,可以克服以上现象。工作时,滑差环受控以一定的滑转力矩值(扭矩)打滑,滑动量正好补偿产生的速度差,从而精确地控制 每一卷材料的张力,得以恒张力卷取,保证了卷取质量,随着人们生活水平的提高,科技的发展,对软包装产品提出越来越高的要求,薄膜的延伸率要求越来越小, 收卷端面的整齐度越来越高,这就对料膜的张力控制提出了较高的要求。收卷轴的张力控制精度直接决定了分切产品的延伸率及端面的整齐度,因此有必要使用滑差 轴。
滑差环
主体外径Φ75.4
动作直径Φ77.5/max
适用纸管内径Φ76.2±0.2
内径Φ45单向环标准宽度40,其它35、40、50双向环最窄43,其它宽度任选其它外径尺寸可依据客户需要设计。
滑差轴用途:
滑 差轴的用途很广,凡有收卷、放卷、分切的的机器,都适用,甚至包括轻金属行业。如:主要适用于印刷设备有:晒板机、柔印机、凹板机、商标印刷机等等;其 它机械有:涂布机、皮革机、定型 机、压花机、分条机、模切机、复卷机、纸筒机、制袋机、贴合机、覆膜机、吹膜机、发泡机、淋膜机、压纹机、造纸机、无纺布机、验布机、烫金机、电池设备等 等相关机械配套之使用。
中心气压滑差轴是张力调节式滑差轴,滑差环独立打滑。由张力系统控制,通以一定压力的压缩空气到轴芯,使轴芯通过摩擦件与滑差环之间产生摩擦转矩,从而达到恒张力卷取。可 应用于由极低到最高张力的范围,适用于高速,材料厚度误差大,多段张力控制,张力控制精度高,端面收卷整齐的要求。最适合双轴中心卷取式分切机使用,中心 气压滑差轴,又分气动锁紧型和机械锁紧型两种。中心气压滑差轴由芯卷,滑差环,气囊,摩擦件,密封圈等组成。
一、 启动锁紧型中心气压滑差轴,是最高性能的滑差轴,通气同时锁紧芯卷并产生摩擦转矩,可实现全自动卸卷,正反转卷取,收卷中途断膜不脱卷,不偏移。
二、 机械锁紧型中心气压滑差轴。摩擦转矩由气压生成,卷芯锁紧由机械偏心完成。
三、特点:性能稳定,适应性强,耐用,成本相对低些。
滑差轴,又称摩擦轴。应用于分切机得收卷轴,特殊场合也用于放卷轴,目的是利用滑差轴上各个滑差环打滑的原理,使轴上多个卷筒料,始终保持恒张力收放卷。
分切机是将一卷的卷筒料分切成多卷的设备,应用十分广泛。收卷轴的功能是将各种材料分条后的多卷筒料,从卷芯到外层均匀,整齐,恒张力地卷绕在一根或两根轴 上。然而,由于材料自身厚薄不均,存在一定的厚度误差,卷料经过不断地卷取后,各卷料直径产生更大的积累误差。这就导致各条料的卷取速度差更大,张力差更 大。造成卷料松紧不一,端面参差不齐,严重者因拉力过大导致材料损坏报废,尤其是聚脂薄膜,不但厚度误差较大,而且延伸率大,容易拉伸变形造成废品。
滑差轴结构特殊,由多个滑差环组成,可以克服以上现象。工作时,滑差环受控以一定的滑转力矩值(扭矩)打滑,滑动量正好补偿产生的速度差,从而精确地控制每一卷材料的张力,得以恒张力卷取,保证了卷取质量。
随着人们生活水平的提高,科技的发展,对软包装产品提出越来越高的要求,薄膜的延伸率要求越来越小,收卷端面的整齐度越来越高,这就对料膜的张力控制提出了较高的要求。收卷轴的张力控制精度直接决定了分切产品的延伸率及端面的整齐度,因此有必要使用滑差轴。
滑差轴的使用,对分切机的速度,收卷精度,自动化程度,准备时间的减少,操作的人性化得以实现提高。特别是多种抗拉伸性较差,厚度误差大的流延聚脂薄材料使 用滑差轴,收卷的难度得以降低。贵重材料金属箔应用滑差轴收卷更是大大提高正品率,降低生产成本。特殊生产成本。特殊纸张更是最早应用这种技术。
滑差轴,已广泛应用于塑料薄膜(包括电子,电容,电池膜,保鲜膜,包装,复合膜);金属箔(铜箔,铝箔等);纸卷;PVC片卷料的分切收卷。目前正不断延伸至其他领域,其他行业,其他特殊材料的分切收卷。
收卷的形式有中心卷取,表面卷取,表面中心卷取。以下着重祥述中心卷取收料轴,主要结构形式有四种:中心气压滑差轴,气动侧压滑差轴,机械侧压滑差轴,气胀轴。
(一)中心气压滑差轴
是张力调节式滑差轴,滑差环独立打滑。由张力系统控制,通以一定压力的压缩空气到轴芯,使轴芯通过摩擦件与滑差环之间产生摩擦转矩,从而达到恒张力卷取。可 应用于由极低到最高张力的范围,适用于高速,材料厚度误差大,多段张力控制,张力控制精度高,端面收卷整齐的要求。最适合双轴中心卷取式分切机使用。
中心气压滑差轴,又分气动锁紧型和机械锁紧型两种。中心气压滑差轴由芯卷,滑差环,气囊,摩擦件,密封圈等组成。
一,启动锁紧型中心气压滑差轴,是最高性能的滑差轴,通气同时锁紧芯卷并产生摩擦转矩,可实现全自动卸卷,正反转卷取,收卷中途断膜不脱卷,不偏移。
二,机械锁紧型中心气压滑差轴。摩擦转矩由气压生成,卷芯锁紧由机械偏心完成。
代表产品:滚珠式滑差轴,片冈滑差轴,不二铁滑差轴,键式滑差轴,齿片式滑差轴。德国,英国,意大利等欧洲国家大多采用这种结构形,台湾,日本部分厂家也采用这种结构形式。
特点:性能稳定,适应性强,耐用,成本相对低些。
(二)气动侧压式滑差轴
气动侧压滑差轴,原理与结构基本类同于机械侧压滑差式收卷,区别在于将压紧弹簧改为气缸压紧,压紧压力可以数字调整,配上电空变换器即可实现恒张力误差较大,中间如果有一个滑差环失效,将导致后边滑差环张力无法控制的缺陷。
优点是可以通过压紧气缸,施加较大的气压,从而实现大转矩,大摩擦张力卷取。
(三)机械侧压滑差环
机械侧压滑差轴主要由芯轴及多个套在芯轴上滑差环组成。滑差环两端为摩擦材料,环与环之间装有金属隔环,靠端面压簧将滑差环紧贴在芯轴端面上,芯轴在电机的 驱动下旋转,在端面摩擦力作用下依次带动滑差环旋转,带动固定在滑环上的收料筒芯和料卷旋转,完成多卷收卷功能。为控制张力和摩擦生热,有直径检测装置, 使收料芯轴带动料卷表面的线速度比主机速度快5~10%的速度旋转,在滑差环的作用下,使材料以设定的张力值卷取在收料轴上。此种方法的收卷适用性较气胀轴有了较大提高,适合于低速(200M/MIN),有一定厚度误差,卷数较少,张力适中的材料卷取。缺点是只能实现恒力矩控制,张力误差较大,不能适应高速,多卷收卷时张力的一致性较差,最大的缺点在于在收卷的过程不能实现张力调整。
(四)气胀轴
气胀轴收卷,是将多卷收料筒芯固定在一根气胀轴上,用力矩电机驱动收料轴或用电机与磁粉离合器的组合驱动收料轴,使收卷轴上的材料表面线速度与主机同步,完 成多卷收卷功能。这种方式的优点在于结构简单,成本低,卸料方便,适合于厚度误差较小,卷数较少,张力较大的材料卷取,而对于厚度误差较大,卷数较多,张 力较小的材料不适合,严重时,不能卷取。